

Rörfixturer för svetsning – så väljer du rätt
Rörfixturer, eller så kallade pipe clamps/aligners, används för att fixera och linjera rörändar före svetsning. Tubeck erbjuder fyra huvudtyper: bryggfixturer för små och medelstora dimensioner, cage clamps för fasta dimensioner och tyngre svetsning, kedjefixturer för stora dimensioner med möjlighet till reforming samt interna expanderande system för flänsar, böjar och mer komplex geometri.
Valet av rätt rörfixtur avgörs i praktiken av diameter, material, fogtyp och behov av att korrigera deformationer.
Vad rörfixturer används till
Innan svetsning påbörjas måste rörändarna vara exakt positionerade. De ska vara koaxiala, ha ett jämnt rotgap och sakna intern förskjutning. Denna förskjutning – där ena rörväggen ligger högre än den andra kallas Hi-Lo och är en av de vanligaste orsakerna till svetsdefekter.
I branscher som oilja & gas och pipeline, där svetsar ofta genomgår 100 % röntgen- eller ultraljudskontroll, leder för stort Hi-Lo direkt till underkännande och omarbete.
Problemet handlar inte enbart om toleranser. Även små avvikelser påverkar svetsens rotgeometri, minskar hållfastheten och skapar spänningskoncentrationer som påskyndar materialutmattning. I trycksatta system eller vid extrema temperaturer kan konsekvenserna bli kritiska.
Rörfixturer löser detta mekaniskt genom att hålla komponenterna i rätt position under häftsvetsning och, i vissa fall, aktivt korrigera rörens geometri innan svetsning. Utan fixturer krävs improviserade uppställningar, fler operatörer och betydligt längre cykeltider. I serieproduktion och pipelinebyggen innebär det både högre kostnader och sämre repeterbarhet.
Externa och interna rörfixturer
En grundläggande uppdelning är mellan externa och interna rörfixturer.
Externa fixturer verkar från utsidan av röret. De är generellt mer flexibla och snabbare att montera, vilket gör dem till förstahandsval i många applikationer.
Interna system placeras istället inuti röret och expanderar utåt. De säkerställer linjering baserat på innerdiametern, vilket är avgörande i system där flödesegenskaper är kritiska. Små ojämnheter på insidan kan annars skapa turbulens eller avlagringar.
En annan viktig skillnad gäller funktion: vissa fixturer håller endast redan korrekt formade rör på plats, medan andra aktivt kan korrigera ovalitet och deformation genom att applicera kontrollerad kraft runt omkretsen.


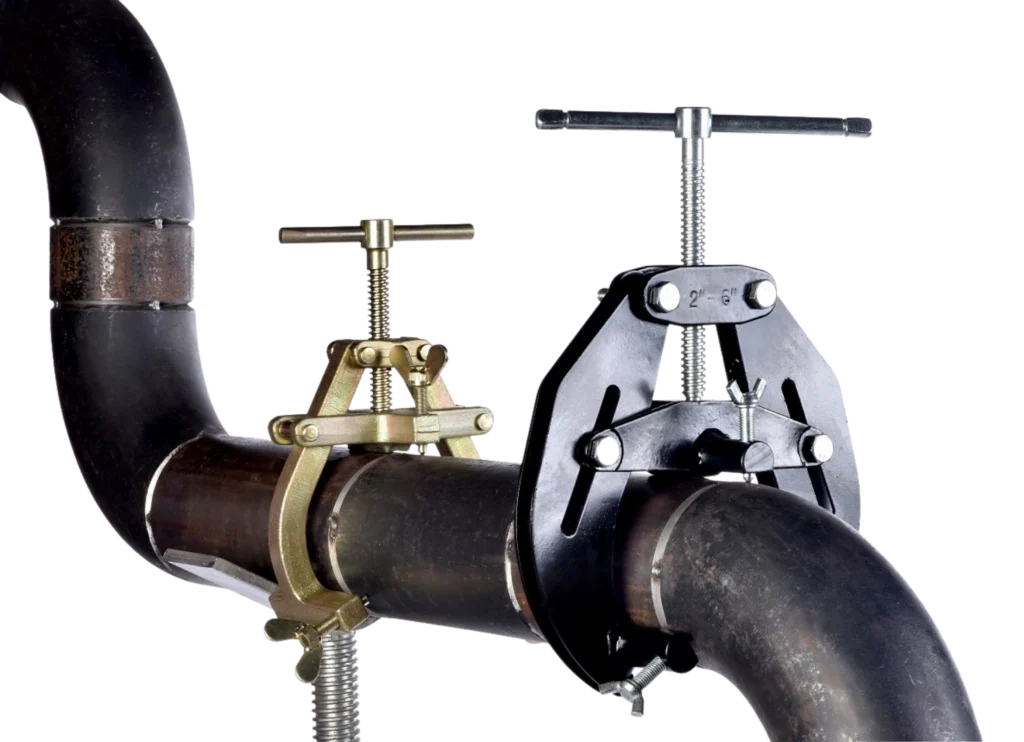
Bryggfixturer för snabb centrering upp till 355 mm
Bryggfixturer är den vanligaste lösningen för dimensioner upp till cirka 355 mm. De placeras över fogen och dras åt från båda sidor med ett skruvsystem. Centreringen sker direkt, positionera, dra åt och fogen är klar för häftning.
Den låga vikten gör att de kan hanteras av en operatör, även i svåråtkomliga positioner. De används brett i verkstäder som arbetar med kolstål, rostfritt och speciallegeringar, samt vid underhåll och montage i fält.
Gold Bridge Clamps
Gold Bridge-modellerna är tillverkade i smitt stål, vilket ger hög hållfasthet och lång livslängd. Vingbultarna är utrustade med lager i rostfritt stål för smidig funktion.
De täcker området 25,4 mm – 355,6 mm och är i grunden avsedda för kolstål. Vid arbete i rostfritt eller andra material som är känsliga för kontaminering kan ett rostfritt skyddskit monteras på kontaktpunkterna.
Gold BridgeBlack Bridge Clamps
Black Bridge levereras med rostfria anliggningsytor som standard och kan därför användas direkt på rostfritt, duplex, superduplex och titan utan extra tillbehör.
Konstruktionen ger en jämn kraftfördelning runt röret, oberoende av dimension, vilket säkerställer konsekvent centrering. De fungerar lika bra för rör–rör som rör–komponent-svetsning.
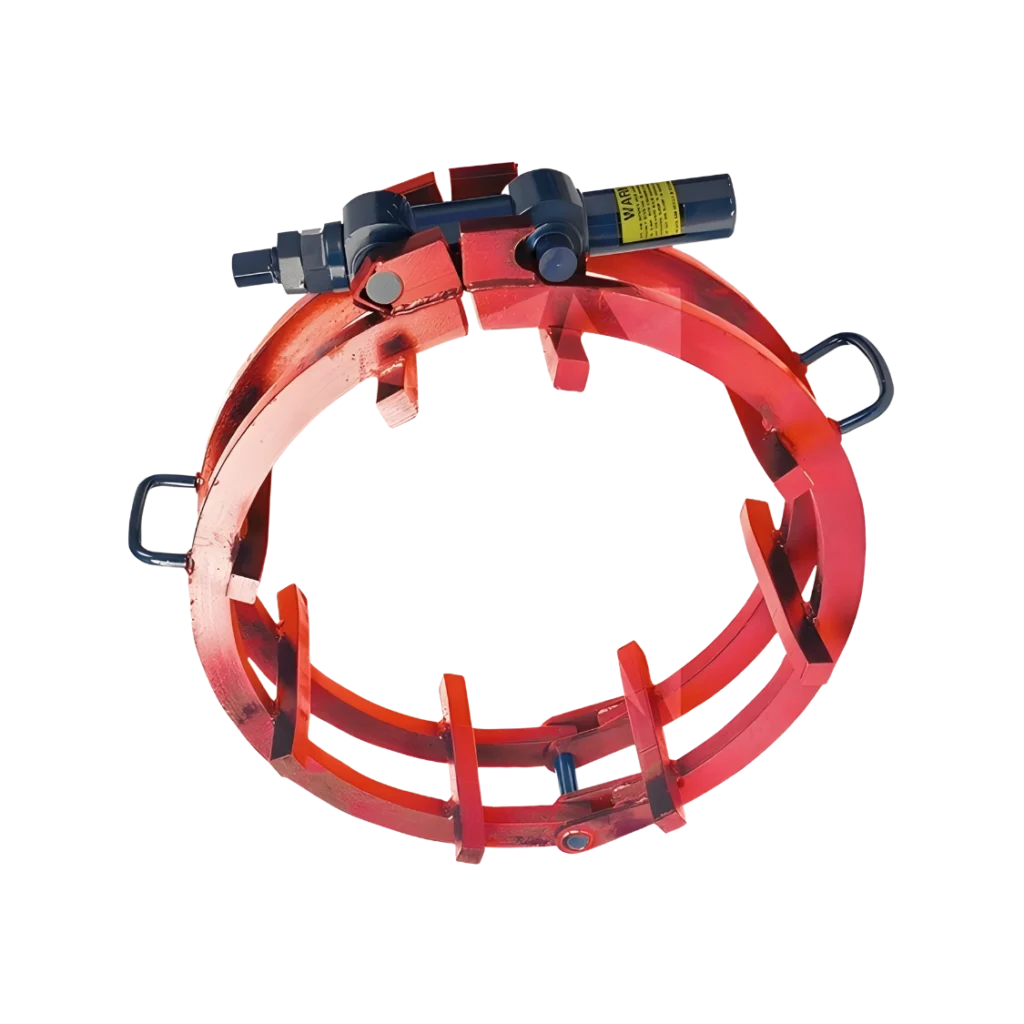
Black BridgeCage clamps / Burklämmor – stabil fixtur för fasta dimensioner
Cage clamps omsluter röret helt med en rigid konstruktion som ger mycket hög stabilitet och exakt linjering.
Varje modell är anpassad för en specifik dimension, men erbjuder i gengäld ett mycket stadigt grepp även i krävande miljöer. Den slutna konstruktionen gör dem mindre känsliga för smuts och lera, vilket är en tydlig fördel på byggarbetsplatser.
De används främst i serieproduktion, skeppsbyggnad och andra applikationer där samma dimension återkommer kontinuerligt.
Tubeck erbjuder tre varianter:
- manuell burklämma för mindre dimensioner och verkstadsarbete – se här
- spärrmekanism (ratchet) för snabbare åtdragning och högre hållkraft – se här
- hydraulisk burklämma för maximal kraft vid tjockväggiga eller svårhanterliga material – se här
Burklämmor används främst i serieproduktion och andra applikationer där samma dimension återkommer kontinuerligt.
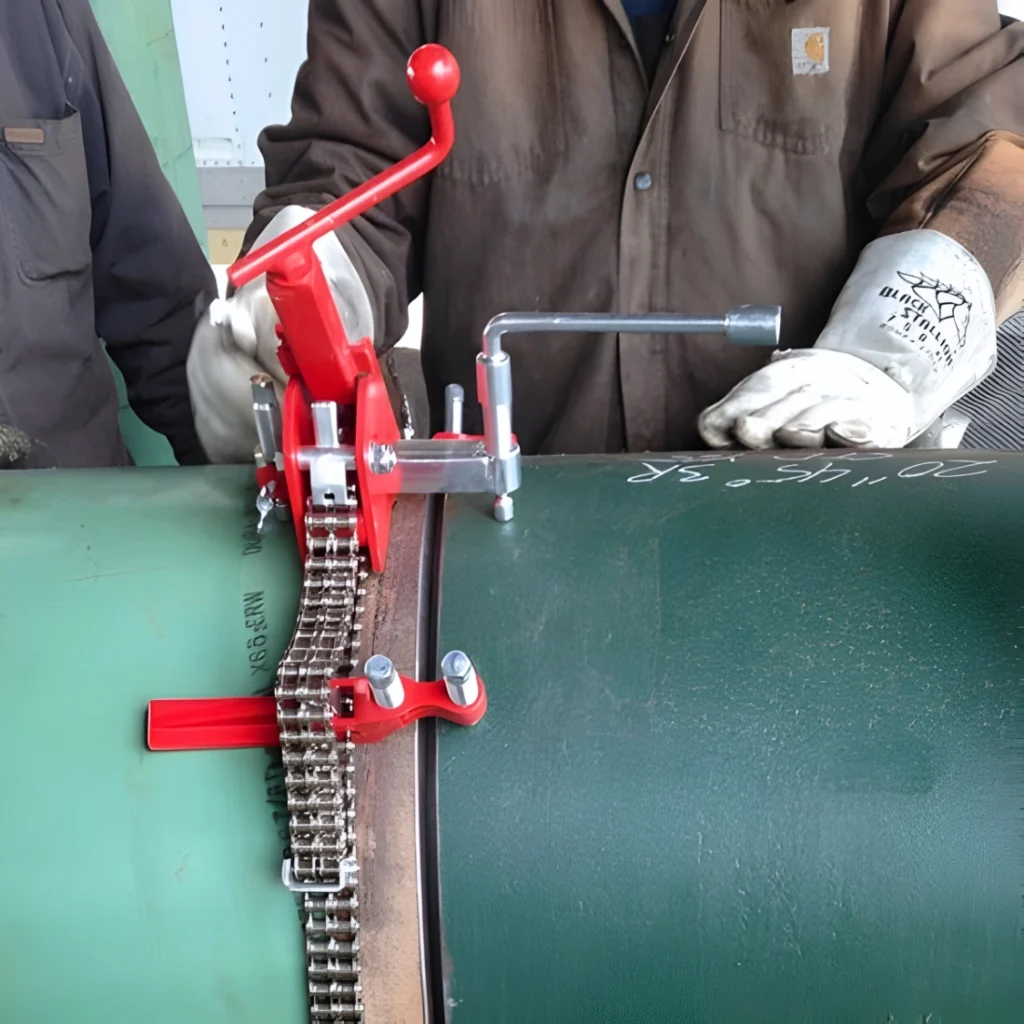
Kedjefixturer – stora dimensioner och reforming
Vid större dimensioner räcker inte bryggfixturer eller cage clamps. Kedjefixturer spänns runt röret och använder justerbara tryckpunkter för att linjera och korrigera deformationer.
Det gör det möjligt att åtgärda både ovalitet och Hi-Lo innan svetsning – direkt i fält.
Detta är standardlösningen inom pipeline, tung industri, där kraven på precision är höga och dimensionerna stora.
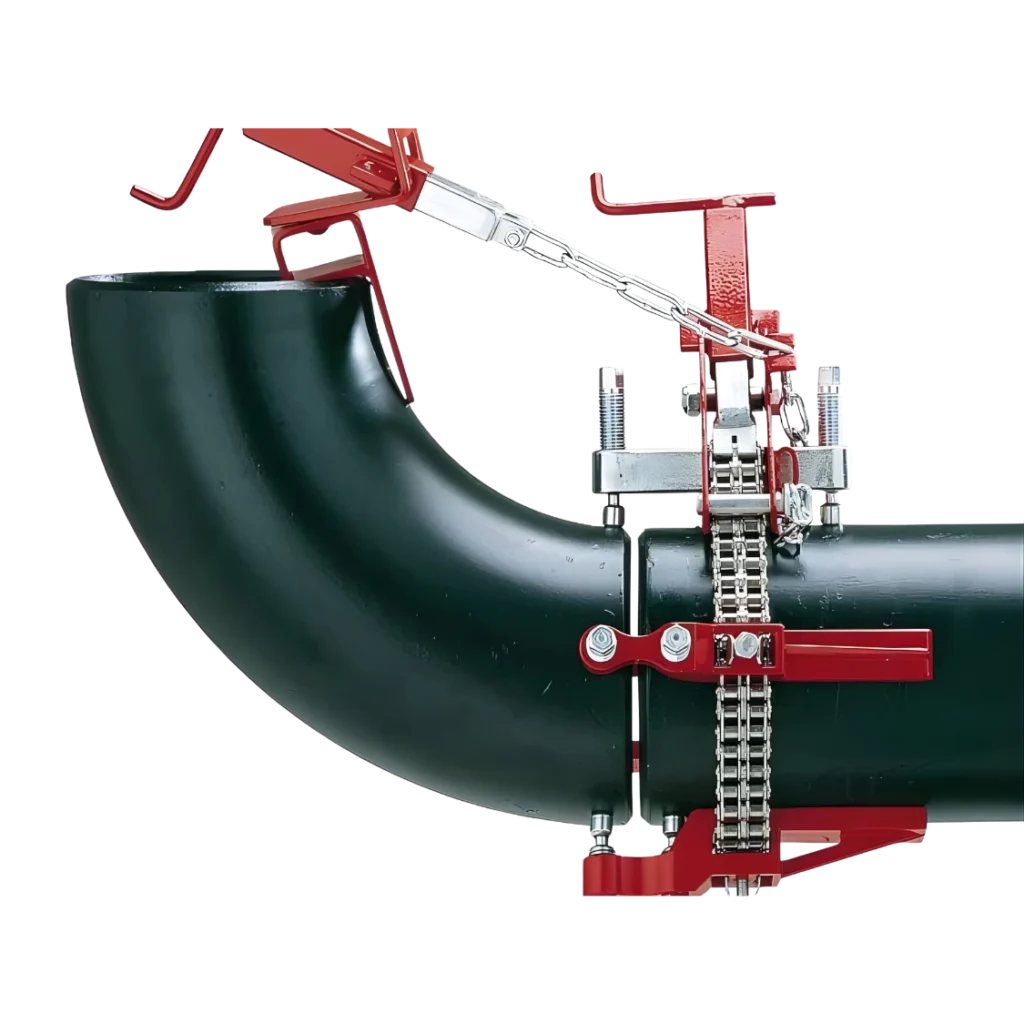
Single Chain Clamps | Enkel Kedjeklämma
Single Chain-modellen täcker upp till 1219 mm beroende på utförande. Antalet justerskruvar är anpassat efter storlek, vilket ger kontrollerad kraftfördelning runt hela röret.
Konstruktionen gör det möjligt att svetsa färdigt utan att demontera verktyget.
Double Chain Clamps | Dubbel kedjeklämma
Double Chain tar kapaciteten ytterligare ett steg. De klarar dimensioner upp till 1828 mm och möjliggör samtidig justering av både inner- och ytterdiameter med mycket hög precision.
De kan även reformera tjockväggiga rör (upp till Schedule 80) och hantera geometrier som cage clamps inte klarar, exempelvis T-stycken och böjar.

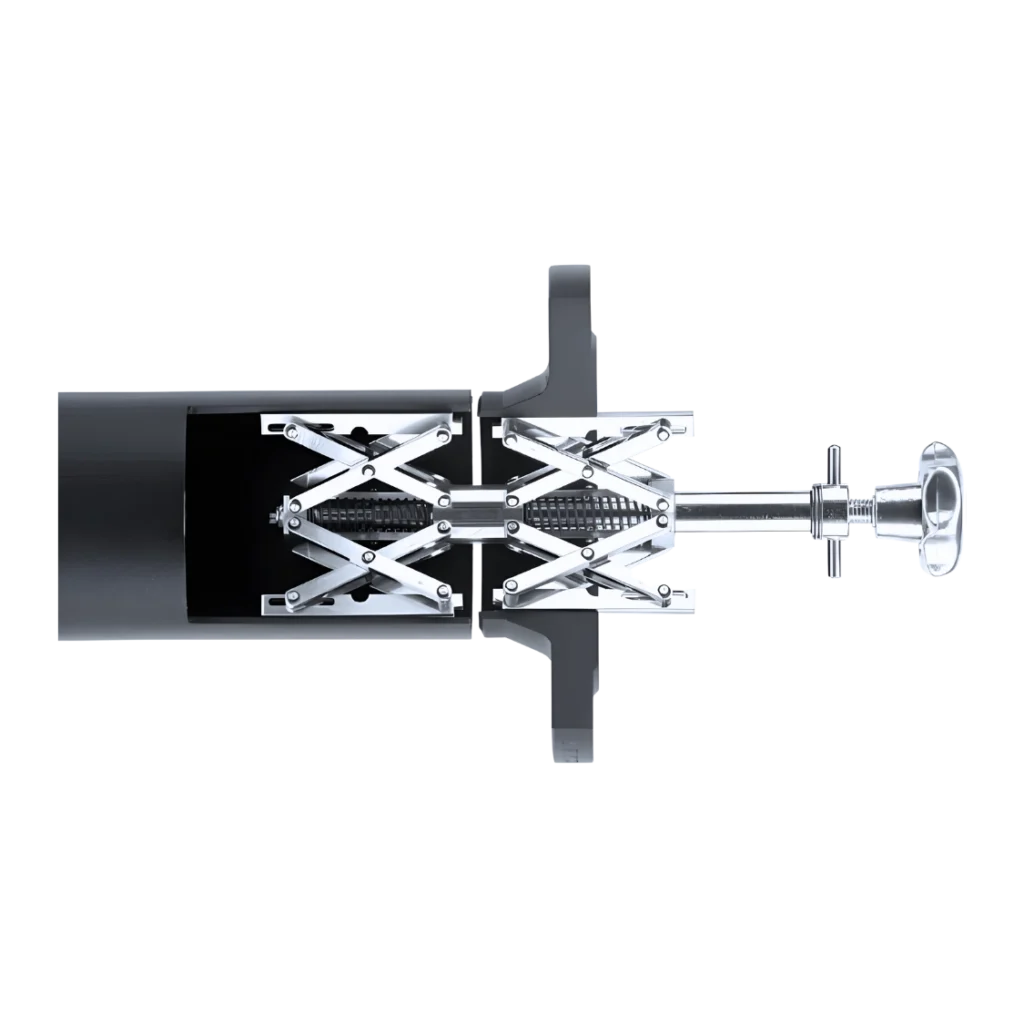
Interna system och pincer clamps
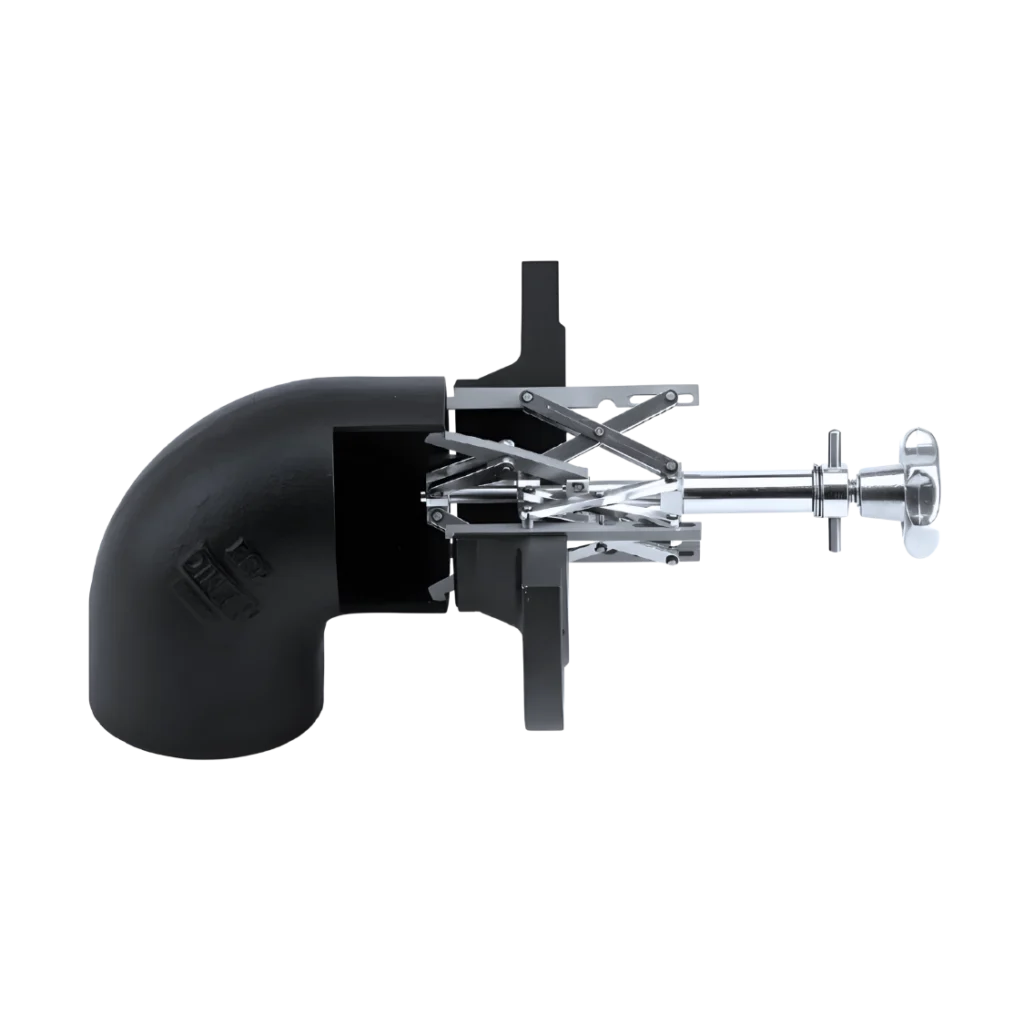
När geometri eller dimensioner avviker från standard – till exempel vid flänsar, böjar eller olika dimensioner – är interna system ofta den mest precisa lösningen.
De placeras inuti komponenterna och expanderar mot innerväggen, vilket säkerställer exakt linjering samtidigt som utsidan hålls fri för svetsning.
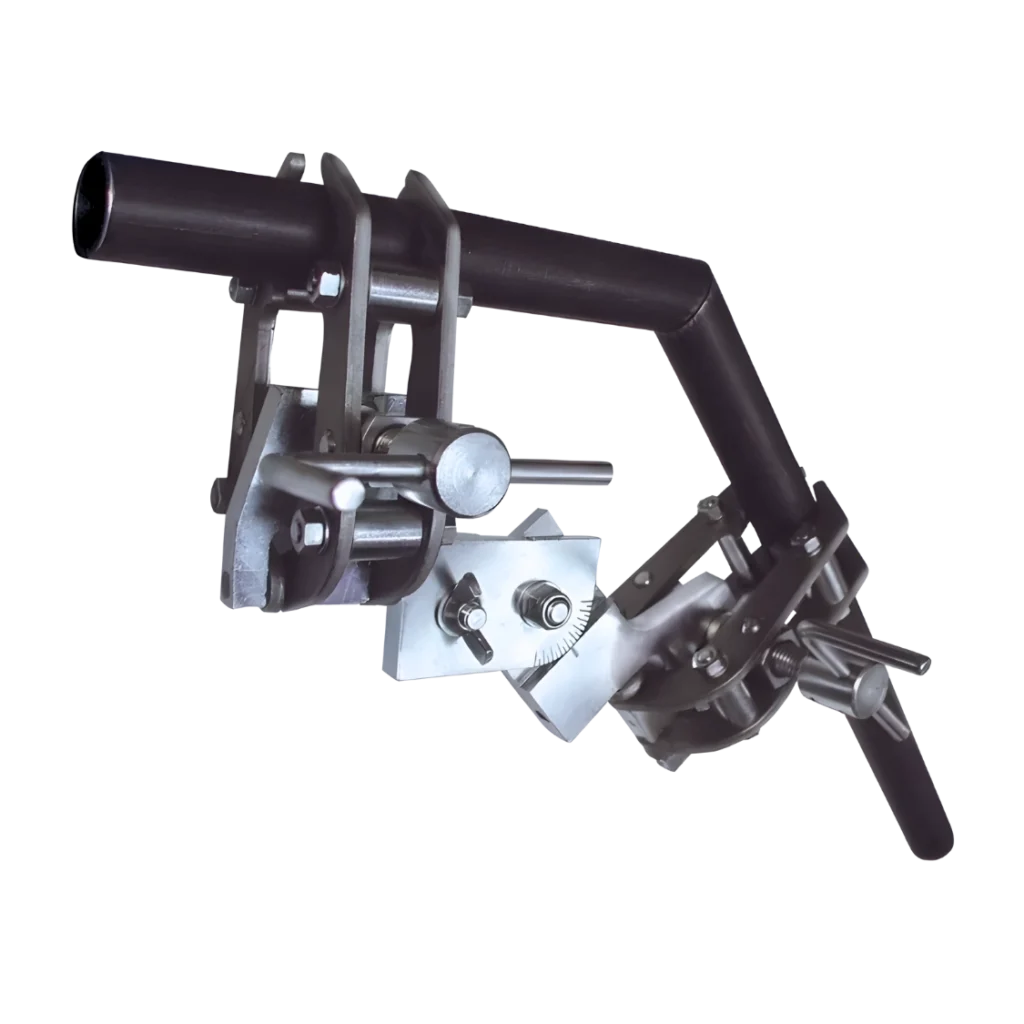
FTE och FTP
FTE används när exempelvis en fläns ska linjeras mot en böj eller krökt rördel. FTP är utvecklade för att centrera två komponenter med olika diameter på samma centrumlinje.
Båda systemen bygger på två oberoende expansionsenheter, vilket gör att skillnader i dimension kan kompenseras.
Pincer clamps
Pincer clamps arbetar externt men är helt tillverkade i rostfritt och kompatibla med känsliga material. Deras främsta fördel är automatisk diameterkompensation, de anpassar sig utan manuell justering.
Det gör dem särskilt effektiva i miljöer med hög variation, där dimensioner ofta ändras.
Materialval – undvik kontaminering
Vid arbete i rostfritt, duplex, superduplex eller titan är materialvalet kritiskt. Kontakt med kolstål kan orsaka järnkontaminering, vilket i sin tur leder till lokal korrosion – ofta precis i svetszonen.
I branscher som läkemedel, livsmedel, petrokemi och marin industri kan detta innebära att hela komponenten måste kasseras.
Därför finns Tubecks sortiment i rostfria utföranden:
Hur du väljer rätt rörfixtur
Valet av rörfixtur kan i praktiken reduceras till fyra frågor.
För det första: vilken diameter har röret? Mindre dimensioner täcks i de flesta fall av bryggstöd. Vid fasta dimensioner i serieproduktion är cage clamps effektiva. För större eller varierande dimensioner är kedjestöd rätt val, medan mindre dimensioner med komplex geometri ofta hanteras bäst med pincer eller interna system.
För det andra: finns deformation eller ovalitet? I så fall krävs ett rörstöd som kan reformera röret, vilket i praktiken innebär kedjestöd.
För det tredje: vilket material ska svetsas? Vid rostfria eller höglegerade material måste kontaktpunkterna vara i rostfritt för att undvika kontaminering.
Och slutligen: hur ser fogen ut? Rör–rör är relativt okomplicerat, medan rör–fläns, böjar eller olika dimensioner kräver mer specialiserade lösningar som FTE, FTP eller pincer.
Sammanfattningvis
Rätt rörfixtur säkerställer inte bara att svetsningen går snabbare, det avgör i många fall om resultatet blir godkänt överhuvudtaget.
Tubecks produktsortiment täcker dimensioner från 10 mm upp till 1829 mm och omfattar lösningar för i princip alla kombinationer av material, dimension och geometri.
För applikationer som avviker från standard, eller om du vill säkerställa rätt val från början, är det värt att ta hjälp tidigt i processen.