

Fogberedning inför svetsning enligt ASME B31.3 och B31.1
Rätt fogberedning är avgörande för kvaliteten vid svetsning av industriella rörsystem. ASME B31.3 för processrör och ASME B31.1 för kraft- och energirör anger tekniska krav på bland annat fasgeometri, måttoleranser och linjering före svetsning.
Kraven är inte bara formella. Felaktig fogberedning kan orsaka svetsdefekter, porer, slagginneslutningar och försämrad mekanisk hållfasthet i den färdiga svetsfogen.
Skillnaden mellan ASME B31.3 och B31.1
De två regelverken används inom olika typer av rörsystem.
ASME B31.3, Process Piping, gäller processrör i bland annat kemisk och petrokemisk industri, raffinaderier och andra processanläggningar. Regelverket omfattar farliga medier, ånga, gaser och vätskor inom ett brett område av tryck och temperaturer.
ASME B31.1, Power Piping, gäller rörsystem inom bland annat kraftverk, värmekraftverk och industriella energianläggningar. Det omfattar exempelvis rörsystem utanför ångpannor och turbiner, från de avgränsningspunkter som standarden definierar.
Kraven på fogberedning bygger på liknande tekniska principer, men vissa gränsvärden och toleranser skiljer sig mellan regelverken. För varje projekt måste därför den utgåva av standarden som anges av kunden, konstruktören eller det tillämpliga regelverket följas.
Standarder för fogberedning
Följande ASME-standarder är centrala vid förberedelse av svetsfogar:
- ASME B31.3, Process Piping, avsnitt 328 om svetskrav och särskilt 328.4 om fogar.
- ASME B31.1, Power Piping, avsnitt 127 om svetsning, hårdlödning och sammanfogning.
- ASME BPVC Section IX, för kvalificering av svetsprocedurer och svetspersonal.
- ASME B16.25, Buttwelding Ends, för standardiserad geometri, mått och toleranser på ändar för stumsvetsning.
ASME B16.25 omfattar bland annat svetsfasar, invändig och utvändig bearbetning av tjockväggiga komponenter samt mått och toleranser för svetsändar. ASME BPVC Section IX innehåller regler för kvalificering av svets-, löd- och sammanfogningsprocedurer.
ASME och svenska standarder
ASME B31.3 och B31.1 är amerikanska regelverk som används internationellt, särskilt inom oil and gas, energi, offshore och projekt med anglosaxiska specifikationer.
I Sverige används motsvarande europeiska standarder med svensk beteckning:
SS-EN ISO 9692 för rekommendationer om svetsfogar och foggeometrier.
SS-EN ISO 3834 för kvalitetskrav vid smältsvetsning av metalliska material.
SS-EN 1090 för utförande av stål- och aluminiumkonstruktioner.
De grundläggande tekniska principerna är likartade i systemen. Det gäller exempelvis fasvinkel, rotkant och linjering. Referensvärdena och de dokument som ska anges i svetsprocedurspecifikationen, WPS, och vid kontroll kan däremot skilja sig.

Stumsvetsning och muffsvetsning
De två huvudsakliga fogtyperna enligt ASME B31.3 och B31.1 är stumsvetsning och instickssvetsning.
Stumsvetsning
Stumsvetsning kan användas för alla rördimensioner. Över DN 50, motsvarande NPS 2″, är stumsvetsning vanligtvis den dominerande lösningen och ofta den enda som tillåts i projektets specifikation.
ASME B31.3 förbjuder inte generellt muffsvetsade kopplingar över NPS 2″. Användningen begränsas däremot i vissa typer av drift, exempelvis för medier i kategori M och vid kraftigt cyklisk belastning. Därför utesluter många företagsspecifikationer muffsvetsning över NPS 2″.
Fasvinkel, rotkant och fogprofil ska följa ASME B16.25 för stumsvetsade ändar på rör och rördelar.
Muffsvetsning
Muffsvetsning används vanligtvis för dimensioner upp till och med DN 50, motsvarande NPS 2″.
ASME B31.3 anger inte detta som en generell dimensionsgräns, men begränsar användningen beroende på driftsförhållandena. Muffsvetsning är inte tillåten för medier i kategori M eller vid kraftigt cyklisk belastning. De flesta företagsspecifikationer utesluter dessutom muffsvetsning över NPS 2″.
Före svetsning ska ett axiellt mellanrum på cirka 1,6 mm, eller 1/16″, lämnas mellan rörets ände och muffens botten. Mellanrummet ger röret utrymme för värmeutvidgning under svetsningen och minskar risken för utmattningssprickor.
Röränden behöver inte fasas, men den måste vara vinkelrätt kapad.
Fasgeometri för stumsvetsade fogar
ASME B16.25 anger olika geometrier beroende på rörets nominella godstjocklek:
- Vid godstjocklek upp till 3,2 mm, eller 1/8″, används en vinklad ände utan fas.
- Vid godstjocklek mellan 3,2 och 22,2 mm, eller 7/8″, används vanligtvis en V-fas med nominell vinkel på 37,5°. En vanlig tolerans är ±2,5°. Rotkanten är normalt omkring 1,6 mm, men exakta värden och toleranser anges i tabellerna i ASME B16.25 beroende på dimension och godstjocklek.
- Vid godstjocklek över 22,2 mm används vanligtvis en sammansatt geometri, exempelvis J-fas, U-fas eller kombinationsfas. Den mindre vinkeln i fogens nedre del minskar mängden tillsatsmaterial som behöver deponeras.
En fasvinkel på 37,5° är vanlig inom industriell rörsvetsning. Vid automatiserade processer, exempelvis orbital TIG-svetsning, måste geometrin vara noggrant bearbetad. Variationer i fasvinkel eller rotkant påverkar smältbadet och inträngningen.

Hi-lo och linjering mellan rörändarna
Hi-lo, även kallat high-low eller invändig kantförskjutning, beskriver den axiella nivåskillnaden mellan kanterna i en stumfog.
För stor förskjutning minskar svetsens effektiva tvärsnitt och skapar spänningskoncentrationer.
ASME B31.3, avsnitt 328.4.3, kräver att förskjutningen hålls inom de gränser som anges i den kvalificerade svetsproceduren och i projektets konstruktionskrav. En vanlig gräns i industrispecifikationer är det lägsta värdet av:
- 1,6 mm, eller 1/16″.
- 25 procent av den nominella godstjockleken på det tunnaste röret i fogen.
För ett rör med 4 mm godstjocklek motsvarar 25 procent 1 mm. Den tillämpade gränsen blir då 1 mm.
ASME B31.1 anger gränser för kantförskjutning i särskilda tabeller och figurer. Värdena beror på godstjocklek och fogtyp. Den aktuella utgåvans tabeller ska därför alltid kontrolleras.
Hi-lo mäts före svetsning med ett särskilt hi-lo-mått. Mätningen kontrolleras normalt av kvalitetskontrollen innan svetsningen får påbörjas.
Rengöring av fogområdet
Enligt ASME B31.3, avsnitt 328.4.2, ska fogområdet vara fritt från rost, glödskal, olja, fett, färg och andra föroreningar. Föroreningar kan bland annat föra in diffunderbart väte i smältbadet eller försämra sikten vid kontroll.
Kraven på renhet är särskilt höga för rostfritt stål och nickellegeringar.
I industriell praxis rengörs normalt ett område på minst 25 mm på båda sidor om fogen, både utvändigt och invändigt när ytorna är åtkomliga. Avståndet är ett vanligt krav i WPS-dokument, medan ASME B31.3 generellt kräver att ytorna är fria från föroreningar.
Vanliga metoder är mekanisk rengöring med separata borstar för kolstål respektive rostfritt stål samt kemisk avfettning.
Maskiner för korrekt fogberedning
Fogberedningen delas vanligtvis upp i två moment: kapning av röret och bearbetning av svetsänden. Momenten utförs med olika typer av maskiner.
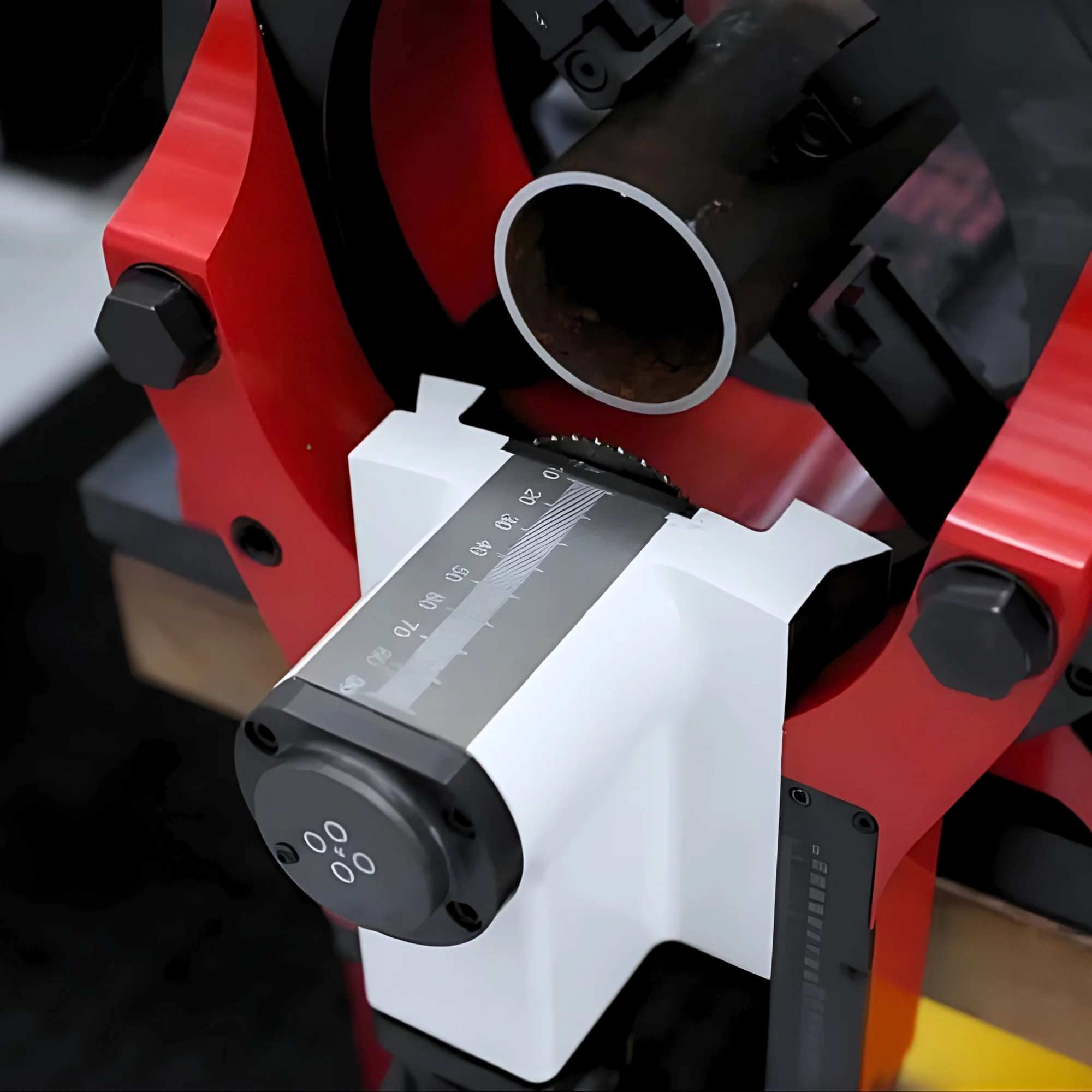
Kallkapning av rör
Ett vinkelrätt snitt är grunden för en korrekt svetsfog. Om röret kapas snett blir det svårt att kontrollera linjering och hi-lo vid monteringen.
För små och medelstora rör i verkstad finns GBC:s orbitala rörkapar i PIPE-serien:
PIPE 4: ytterdiameter 13–120 mm.
PIPE 6: ytterdiameter 23–170 mm.
PIPE 8: ytterdiameter 80–230 mm.
Maskinerna ger en kall och vinkelrät kapning utan grader eller deformationer.
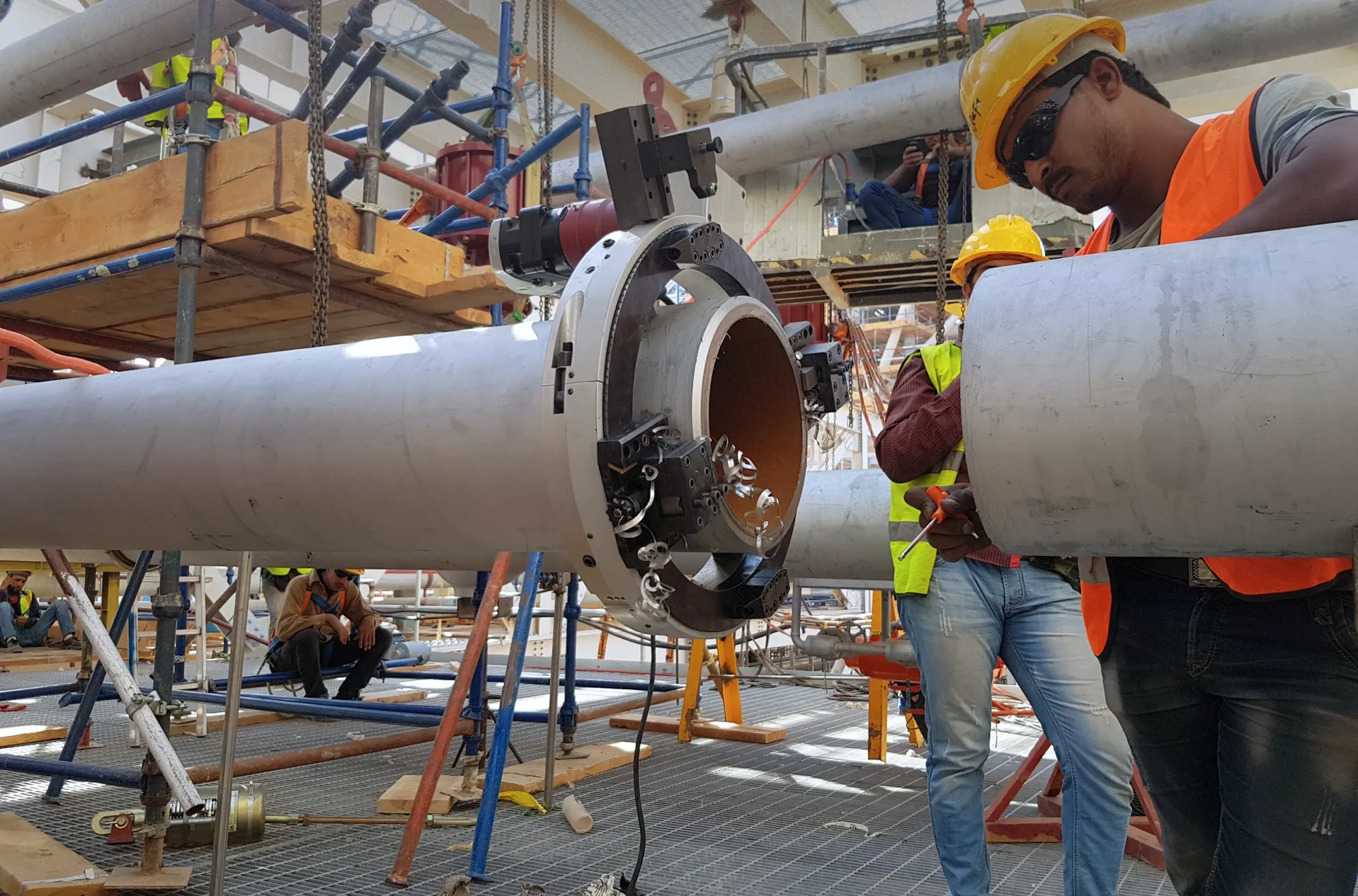
För stora dimensioner och arbete på redan installerade rör används maskiner som monteras direkt runt röret.
MCA Cutter, för ytterdiameter 33,4–1 095 mm, och FAST, för ytterdiameter 153–1 545 mm, består av två helt separerbara halvor. Konstruktionen gör att maskinen kan monteras runt ett befintligt rör.
SUPERCUTTER, för ytterdiameter 168–1 530 mm, och den hydrauliska HYPERCUTTER, för ytterdiameter 1 524–2 540 mm, har en öppningsbar konstruktion där maskinen öppnas som ett gångjärn utan att delas i två separata delar.
Med rätt verktyg kan GBC:s kallkapningsmaskiner kapa och fasa röret samtidigt i ett sammanhängande arbetsmoment.
Kallbearbetande rörfasmaskiner
Rörfasmaskiner används för att förbereda svetsänden efter kapning. Maskinerna kan utföra fasning, planing och invändig bearbetning, så kallad counterboring.
Kall bearbetning innebär att någon värmepåverkad zon, HAZ, inte bildas. Metoden ger även en yta med lämplig ytjämnhet inför den efterföljande svetsningen.
GBC:s serier Mini, TC, Boiler, Supermaxi och Hypermaxi täcker rördimensioner från 1/2″, eller 12,4 mm, upp till 40″. Maskinerna kan ställas in för fasvinkel, rotkant samt J-fas eller sammansatt profil enligt ASME B16.25.