

Kallfasning av rör och plåt – metod, fördelar och användning
Kallfasning är en spånavverkande metod för att förbereda rör och plåt inför svetsning. Till skillnad från termisk skärning sker bearbetningen utan värmetillförsel, vilket innebär att materialets egenskaper inte påverkas och att ingen värmepåverkad zon (HAZ) uppstår.
Resultatet är en ren, exakt fas som är direkt svetsbar utan efterbearbetning.
För verksamheter där svetskvalitet är avgörande, exempelvis inom processindustri, energi och pipeline, är kallfasning ofta det enda tekniskt korrekta valet.
Hur kallfasning fungerar
Vid kallfasning avlägsnas material mekaniskt med ett roterande skärverktyg. Till skillnad från plasma- eller gasskärning smälts inte materialet utandet bearbetas i fast form.
Det innebär att:
- temperaturen i materialet förblir låg
- ingen oxidation uppstår i snittytan
- geometrin hålls konstant från detalj till detalj
Fasens vinkel och profil bestäms av verktygets geometri och inställning. Genom att byta skär eller justera verktygsvinkeln kan man växla mellan olika fogtyper, exempelvis V-, J- eller U-fas, utan att byta maskin.
Kallfasning vs termisk skärning
Den avgörande skillnaden mellan kallfasning och termisk skärning är hur materialet påverkas.
Termiska metoder som plasma, gas och laser arbetar med mycket höga temperaturer. Även om materialet inte alltid smälter helt, förändras mikrostrukturen i det uppvärmda området – den så kallade värmepåverkade zonen (HAZ).
Detta leder ofta till:
- oxiderade ytor som kräver slipning före svetsning
- deformation, särskilt i tunnare material
- förändrade materialegenskaper i känsliga legeringar
Kallfasning eliminerar dessa problem. Ingen värme tillförs, vilket innebär att:
- materialets struktur förblir oförändrad
- ytan är ren och direkt svetsbar
- toleranser kan hållas konsekvent


Olika fogtyper och när de används
Utformningen av fogen styrs av standarder som UNI EN ISO 9692, där krav på geometri och toleranser definieras.
De vanligaste fogtyperna är:
V-fas
Den vanligaste varianten, ofta med cirka 60° vinkel. Används för godstjocklekar runt 5–20 mm och fungerar väl för TIG- och MIG/MAG-svetsning.
X-fas
Dubbel V-fas som används vid större godstjocklekar. Minskar behovet av tillsatsmaterial jämfört med enkel V.
J-fas
Har en radieformad profil och används vid tjockare material. Kräver hög precision och kan i praktiken inte utföras med termisk skärning.
U-fas
Används vid mycket stora godstjocklekar och i applikationer med höga krav, exempelvis trycksatta system och kärnteknik.
För J- och U-faser är kallfasning i praktiken den enda metod som klarar toleranskraven.
När används kallfasning?
Kallfasning är standard i applikationer där fogens kvalitet är kritisk eller reglerad.
- Inom oil & gas och pipeline handlar det om tryck, korrosion och lång livslängd. En värmepåverkad zon kan bli en svag punkt över tid.
- Inom marin och offshore bearbetas ofta stora strukturer på plats, vilket ställer krav på portabla och tillförlitliga maskiner.
- I värmeväxlare och pannor är repeternoggrannhet avgörande, särskilt vid stora serier av rör med mindre dimensioner.
- I petrokemiska och kärntekniska anläggningar är kallfasning en del av kvalitetskraven enligt standarder som SS-EN 1090 och SS-EN ISO 3834.


Kallfasning av rör – hur det fungerar och vilka maskiner som används
Vid kallfasning av rör används rörfasningsmaskiner som centreras mot röret antingen invändigt eller utvändigt. Invändig centrering sker genom en expanderande axel som låser maskinen mot rörets insida, medan utvändiga fastspänning används när man exempelvis inte vill skada insidan av röret, vilket är vanligt inom områden som medicinteknik med flera.
När maskinen är centrerad roterar skärstålet runt rörets axel och bearbetar fogen i ett sammanhängande moment. I många fall kan arbetet utföras direkt på plats, utan att röret behöver demonteras från systemet.
Tubecks sortiment omfattar lösningar för allt från mycket små rördimensioner till stora pipelines. Mini K OD är utvecklad för små rör där invändig fastspänning inte är möjlig och lämpar sig väl när åtkomsten är begränsad.
För arbete i värmeväxlare, pannor och industriellt underhåll på små och medelstora dimensioner är Mini-K, TC– och Boiler-serien vanliga val. När dimensionerna ökar och applikationen ställer högre krav på kapacitet används istället Supermaxi och Hypermaxi-serierna, som är anpassade för större rör, processanläggningar, pipeline och offshore.
Maskinerna finns i flera motorutföranden, bland annat pneumatiska, elektriska, batteridrivna och hydrauliska versioner. Det gör att rätt lösning kan väljas utifrån både arbetsmiljö, mobilitet och produktionskrav.
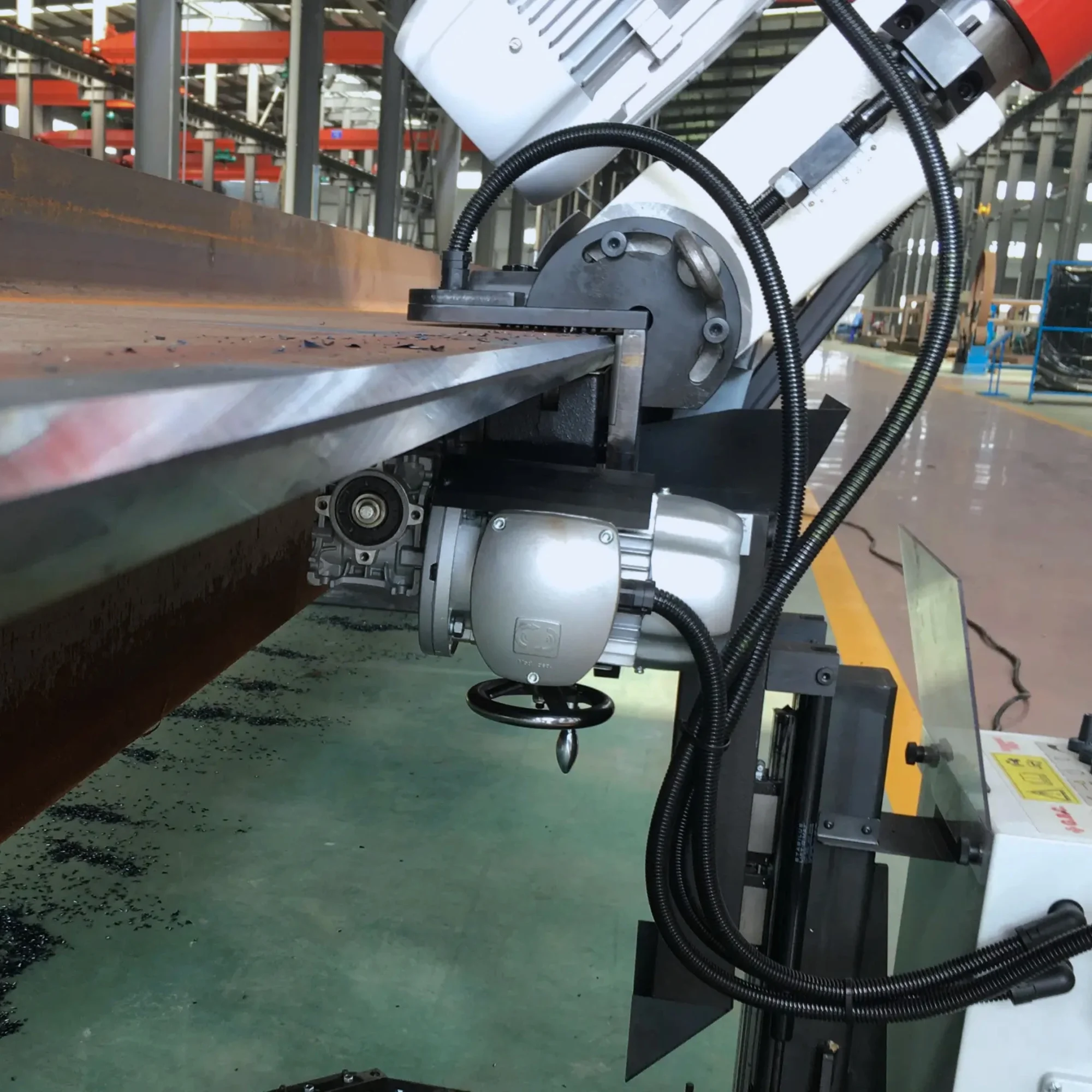
Kallfasning av plåt – hur det fungerar och vilka maskiner som används
Vid kallfasning av plåt arbetar maskinen längs plåtkanten självständigt medan verktyget avverkar materialet utan att skapa gnistor eller värmepåverkan. Fasvinkeln kan justeras direkt i maskinen eller genom att vinkla verktygshuvudet, vilket gör det möjligt att skapa flera olika foggeometrier med hög precision.
Samma maskin kan, beroende på verktyg och inställning, användas för V-fas med variabel vinkel, J-fas med radieprofil, stumning och andra förberedelser som är vanliga inom tung verkstadsindustri.
För plåtfasning erbjuder Tubeck flera maskiner för olika tjocklekar och produktionsupplägg. Challenge är en portabel lösning för snabbare arbeten och lämpar sig även i ATEX-miljöer.
Compact Edge klarar större tjocklekar och har ett variabelt huvud för fasvinklar mellan 15° och 60°, vilket ger hög flexibilitet i produktionen. Basic Edge 50 täcker samma arbetsområde men är en förenklad version av Compact Edge, men lika lämplig för produktionsintensiva jobb. För tyngre applikationer finns Edge 80 och Multiedge 80, som klarar tjockare material och även mer avancerade bearbetningar som J-fas, stumning och specialförberedelser för krävande industriella miljöer.

Material som lämpar sig för kallfasning
Kallfasning kan användas på alla vanliga industrimetaller, men är särskilt viktig för värmekänsliga material.
Rostfritt stål
Termisk skärning kan skapa kromutarmning i ytan, vilket ökar risken för korrosion. Kallfasning bevarar materialets egenskaper.
Duplex och superduplex
Mikrostrukturen är känslig för värme. Felaktig bearbetning kan påverka både hållfasthet och korrosionsbeständighet.
Nickelbaslegeringar (t.ex. Inconel)
Reagerar på värmecykler och kan få oxidbildning som försämrar svetskvaliteten.
Titan
Reagerar med syre vid höga temperaturer och bildar spröda oxider – något som helt undviks med kallfasning.
Uppfyller krav enligt standard
Kallfasning är inte bara en kvalitetsfråga – det är ofta ett krav.
- SS-EN 1090 ställer krav på dokumenterad fogberedning
- SS-EN ISO 3834 kräver kontroll över hela svetsprocessen, inklusive förberedelse
- SS-EN ISO 9692 definierar vilka fogtyper som kräver mekanisk bearbetning
Genom att använda kallfasning uppfylls dessa krav direkt, utan behov av efterbearbetning eller korrigering.
Så när är kallfasning rätt val?
Kallfasning är rätt metod när du behöver:
- hög geometrisk precision
- konsekventa toleranser
- inga värmepåverkade zoner
- en yta som är direkt redo för svetsning
Från små rör i värmeväxlare till stora pipelines och tjock plåt i tunga konstruktioner ger metoden ett kontrollerat och repeterbart resultat.
Behöver du hjälp att välja rätt lösning?
Tubeck arbetar med lösningar för både rörfasning och plåtfasning, från portabla maskiner för fältarbete till system för serieproduktion.
Om du vill säkerställa rätt metod och maskinval baserat på din applikation är det ofta mest effektivt att ta det tidigt i processen.